§ 16. Черновая гипсовая форма
Снятие черновой формы с мягкой модели требует мастерства и внимательности, большое значение здесь имеют опыт, практика. Как развести гипс, в какой степени смазать форму, с какой быстротой заливать его в форму и т. п. - всему этому можно научиться на практике. Следует посмотреть хотя бы раз, как отливает форму опытный мастер, а затем сформовать несколько моделей самому, сначала лучше несложных.
Черновая форма состоит из двух слоев гипсового раствора. Раствор для первого слоя подкрашивают, добавляя 3-7 г краски на 1 л воды; большее количество краски размягчит гипс, и он будет плохо раскалываться. Раствор подкрашивают, чтобы отличить первый слой формы от модели и от второго неокрашенного слоя; когда при расколотке доходят до окрашенного слоя, соблюдают особую осторожность, чтобы не повредить модель. Гипсовый раствор должен быть густым, но в то же время обладать достаточной текучестью. По консистенции раствора оба слоя одинаковы. Толщина первого слоя (2...8 мм) зависит от размера формуемой модели. Толщина второго слоя должна быть для небольших моделей не менее 30 мм, для больших - не менее 50 мм. Гипс для второго слоя может быть более крупного помола, чем для первого.
Черновая гипсовая форма в зависимости от размеров модели, ее рельефа и конфигурации может быть простой (цельной) или сложной (из двух и более раковин).
Простые черновые формы выполняют из гипса на ровном деревянном щите с гипсовым или глиняным грунтом (рис. 78, а). Модель формуют в горизонтальном положении, укладывают ее вместе со щитом на верстак, смазывают деревянные части щита и грунта смазкой, а модель слегка опрыскивают водой. Затем на модель быстро и равномерно наносят ровный слой цветного гипсового раствора (оплеск) (рис. 78, б) с помощью лопатки или, если модель большого размера, рукой. Как только раствор начнет схватываться, поверхность насекают или процарапывают, в результате чего образуются небольшие бугорки 4, суживающиеся книзу. Это улучшает сцепление первого слоя со вторым. Чтобы форма была прочнее, на первый слой до его затвердения укладывают каркас (рис. 78, в) из дранок (для небольших форм) или арматурной проволоки 6 (для больших).
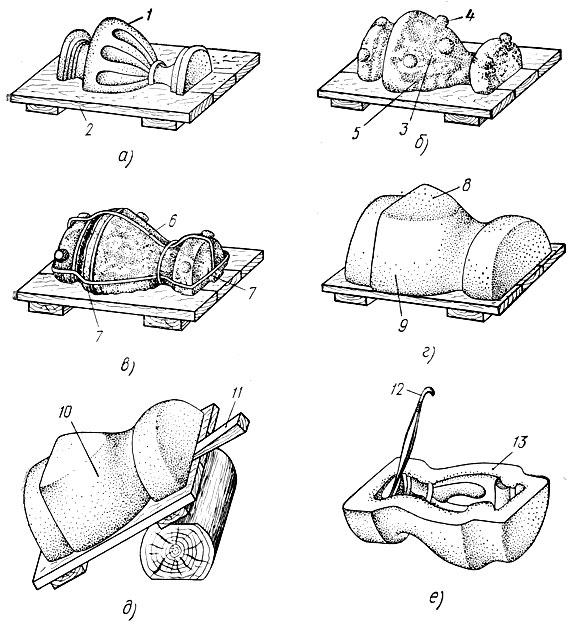
Рис. 78. Изготовление простой черновой гипсовой формы: а - глиняная модель, укрепленная на щите, б - нанесение первого слоя из цветного гипсового раствора, в - укладка и крепление арматуры, г - нанесение второго слоя из неокрашенного раствора, д - отделение формы от модели, е - удаление остатков глины из формы; 1 - глиняная модель, 2 - деревянный щит, 3 - слой цветного гипса, 4 - бугорки, 5 - насечка поверхности, 6 - арматура из проволоки, 7 - примораживание гипсовым раствором, 8 - плоскость опоры при перевертывании, 9 - второй слой гипсового раствора, 10 - форма, 11 - деревянный клин, 12 - скребок, 13 - перевернутая форма
Второй неокрашенный слой, который должен будет поддерживать тонкий верхний слой, наносят после схватывания первого слоя (рис. 78, г), чтобы между слоями не оставалось пустот, иначе при извлечении мягкой модели из формы первый слой отстанет от второго и форма будет испорчена.
Сразу после затвердения второго слоя форму осторожно отделяют от модели (рис. 78, д). Чтобы форма легче снималась, сверху на нее и встык между нею и щитом наливают воду. Затем между щитом и гипсовой формой осторожно вводят деревянные клинья 11. Подбив слегка деревянный клин и немного расшатав форму, клин вынимают и в образовавшееся отверстие вновь наливают немного воды. Затем опять вставляют клин и повторяют вновь всю операцию до полного отделения формы от модели.
Снятую форму готовят для отливки. Ее осторожно очищают от оставшейся глины (рис. 78, е) деревянными стеками или скребками 12 или вымывают под небольшим напором воды. Следы глины на форме удаляют с помощью самой глины: комком мягкой глины прокатывают оставшийся в форме тонкий слой глины. Форму, очищенную от глины, промывают водой, особенно осторожно глубокие места (мягкой кистью), чтобы не повредить стенки форм.
Перед тем как залить гипсовый раствор, форму слегка смазывают свежим березовым щелоком (или стеариновой смазкой), который, заполняя поры гипсовой формы, делает ее поверхность гладкой и образует тонкую жировую пленку. Эта пленка облегчит отделение формы от гипсовой модели.
С моделей, вылепленных из твердых сортов пластилина или воска, черновые формы снимают редко, так как они плохо отделяются от этих материалов. В этом случае во избежание повреждения черновую форму перед отнятием прогревают: пластилин или воск размягчается, и форма легче отходит.
Модели из мягкого пластилина перед формовкой или опрыскивают керосином, или покрывают жидким гипсовым раствором с помощью мягкой кисти, иначе первый слой гипсового раствора будет скатываться с пластилина из-за его жирности, образуя множество пузырьков на поверхности модели. Формы с моделей из мягкого пластилина надо готовить быстро во избежание пропитывания пластилином гипса. Снятую с модели и очищенную от пластилина форму промывают горячей водой.
Сложные формы делают разъемными - из двух и более частей (раковин). Части модели, значительно выступающие от основного объема (приборы), формуют отдельно.
При разбивке модели на раковины делят форму на такое минимальное число раковин и приборов, которое позволит легко удалить глину (пластилин, воск) и каркас из всех углублений формы и получить форму, точно воспроизводящую оригинал. Места соединения раковин должны проходить по неответственным и наименее сложным частям модели и быть по возможности мало заметны для глаз. Например, при формовке порезки стыки должны проходить в месте соединения листов порезки. Стык частей должен быть по возможности ровным, т. е. иметь меньше углов, которые могут легко обломиться.
При черновой формовке мягкой объемной модели раковины с задней части модели делают возможно более плоскими, размер их не должен превышать более одной трети объема модели. При этом легче и безопаснее производить разъемку формы, шов получается на втором плане отливки и его легче подчищать, так как задняя часть любой модели всегда имеет более простую форму.
По намеченным линиям границы раковин вставляют в модель металлические пластины (из стали, жести, фольги) длиной 20...70, шириной 20...50, толщиной 0,25...0,5 мм (рис. 79, а). Пластины 1 тщательно очищают от грязи и ржавчины, края их должны быть ровными. Пластины надо стараться вставить с одного раза, углубляя их в глину (пластилин) не более чем на 5 мм строго перпендикулярно поверхности модели, причем они должны находить друг на друга приблизительно на 1...2 мм. Если пластины проложить под углом к поверхности модели, то соответствующее стыку место разъединения формы будет непрочным, форма будет крошиться, а у гипсовой модели получатся толстые швы. Чтобы пластины легче отставали от гипсовой формы, их смазывают.
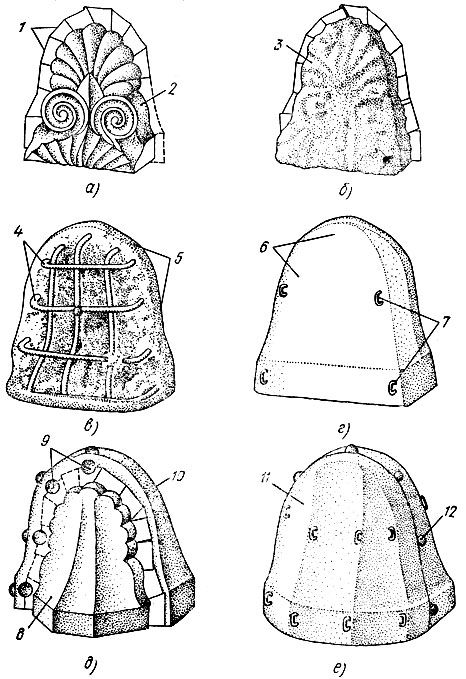
Рис. 79. Изготовление сложной черновой гипсовой формы: а - прокладка разделительных пластин, б - нанесение первого слоя - оплеск передней стороны цветным гипсом, в - вымазывание усенков и укладка каркаса, г - нанесение второго слоя передней стороны раковины, д - выемка пластин и устройство замков, е - законченная задняя раковина формы; 1 - разделительные пластины, 2 - модель из глины, 3 - цветной гипсовый раствор, 4 - каркас, 5 - усенки передней раковины, 6 - неокрашенный гипсовый раствор, 7 - скобы, 8 - модель сзади, 9 - замки, 10 - передняя раковина, 11 - задняя раковина, 12 - значки из глины
При формовке мелких предметов или при необходимости образовать стык, например на мелких складках платья статуэтки, а также во всех случаях, когда металлическую пластину нельзя воткнуть в модель, делают пластины из того же материала, что и модель (глина, пластилин, воск), шириной 10...20 и толщиной до 2 мм. Такие пластины к модели осторожно прижимают. При обрызгивании глиняной модели водой места прижатия пластин нельзя сильно смачивать во избежание отпадения пластин в момент оплеска гипсом.
Использовать металлические пластины в этих случаях нельзя, так как при вставке пластин в тонкое и узкое место сминается мягкий материал модели (глина, пластилин, воск) и это место на отливке получается толще, чем на модели. Кроме того, прорезанные на большую глубину тонкие места модели могут отвалиться.
Иногда разделяют модель на части леской или суровой ниткой. Для этого на месте, где будет разъединяться форма, прокладывают леску (нитку) и набрасывают на нее валик гипсового раствора толщиной, равной толщине формы. Когда гипс начнет затвердевать, леску (нить) берут за оба конца, разрезают ею гипсовый валик и на отлитой из гипса модели получаются почти незаметные швы.
После разделения модели на раковины переднюю часть модели (рис. 79, б) оплескивают цветным гипсовым раствором. Заднюю часть модели при этом предохраняют от попадания раствора мягкой бумагой, прикрепляя ее к модели шпильками из тонкой проволоки. Густота раствора и приемы работы те же, что и при изготовлении формы.
Если оплеск невозможно выполнить за один раз, например из-за величины модели, его делают по частям, начиная снизу. Оплеск каждой части должен заканчиваться четкой границей определенной толщины и при оплеске последующей верхней части нельзя допускать, чтобы стекающий гипс образовывал на нижней части наплывы. Излишки гипса удаляют лопаткой или рукой.
Закончив нанесение первого слоя на всю модель (первый оплеск), вновь разводят гипсовый раствор, но уже бесцветный, для второго слоя. Дав ему слегка загустеть, накладывают его лопаткой на края передней раковины и делают усенки 5 (рис. 79, в) - грани раковин, соприкасающиеся друг с другом на стыках, которые должны быть на 2-3 см выше воткнутых пластин 1. При вымазывании усенок накладываемый гипсовый раствор плотно прижимают к первому слою, чтобы усенки не отошли от него при снятии формы. Затем устанавливают арматурный каркас 4. Усенки после загустения гипсового раствора осторожно подчищают ножом заподлицо с пластинами.
Второй (не цветной) слой наносят также, как было описано при изготовлении простой черновой формы (рис. 79, г). В него закладывают проволочные скобы 7 для перевязывания половинок формы при отливке. Потом пластины осторожно вынимают и на усенках в нескольких местах высверливают лепной лопаткой полукруглые углубления - замки 9 (рис. 79, д). При наливке задней раковины на этих местах образуются соответствующие выступы. Замки обеспечивают правильное соединение раковин, не допуская их смещений, так как при соединении формы выступы на одной раковине входят в углубления другой.
Перед наливкой второй раковины, чтобы при разъеме формы одна раковина легче отделялась от другой и лучше была видна линия стыков раковин, усенки передней раковины смазывают жидким глиняным раствором с помощью кисти.
Заднюю раковину устраивают так же, как переднюю (рис. 79, е). Гипсовая раковина активно впитывает влагу из глиняной модели, поэтому нельзя медлить с заливкой задней раковины, иначе модель будет усыхать и уменьшаться в объеме, на отливке появится "заскок", т. е. несовпадение по линии шва уровня обеих сторон отливки. Поэтому при формовке особо сложных моделей, на заливку передних раковин требуется более 2-3 ч, по окончании выделывания усенок передней раковины заливают первым слоем гипса задние раковины, а затем наносят второй слой гипса как на переднюю, так и на заднюю раковины одновременно.
Во избежание подсыхания заднюю часть модели во время работы над передней раковиной слегка смачивают водой. Форму с модели снимают немедленно по окончании формовки, так как гипс впитывает из модели воду, в результате чего форма размягчается и искажается.
Разъемку формы производят сразу же после затвердения гипса: стыки раковин очищают от натеков ножом и смачивают водой; заостренные деревянные клинья с помощью деревянного молотка потихоньку вводят в шов. Чтобы при введении клиньев не раздробить замки, до наливки второй раковины места между замками для загонки клиньев отмечают значками 12 из глины. Остатки глины из формы удаляют скребками, стеками или промывают водой.
Мягкие плоские модели любого рельефа (например, фриз, скульптурный орнамент больших размеров), вылепленные на щите или непосредственно на стене, формуют в вертикальном положении (рис. 80). Перед началом формовки дополнительно укрепляют щит 3 (рис. 80 а), на котором находится модель 1, так как нагрузка на него увеличится. Всю модель делят на части, удобные для формовки, смачивают водой и прокладывают металлические пластины 2. Площадь каждой части должна быть не более 1 м2, иначе форма может покоробиться. Изготовление формы начинают с нижней половины модели (рис. 80, б), затем пластины вынимают (рис. 80, в), устраивают замки, смазывают места стыков жидким глиняным раствором и прокладывают поверх шва глиняную полосу толщиной 2-3 мм, чтобы по окончании формовки всей модели лучше были видны швы между всеми частями. Затем приступают к формовке верхней половины (рис. 80, г).
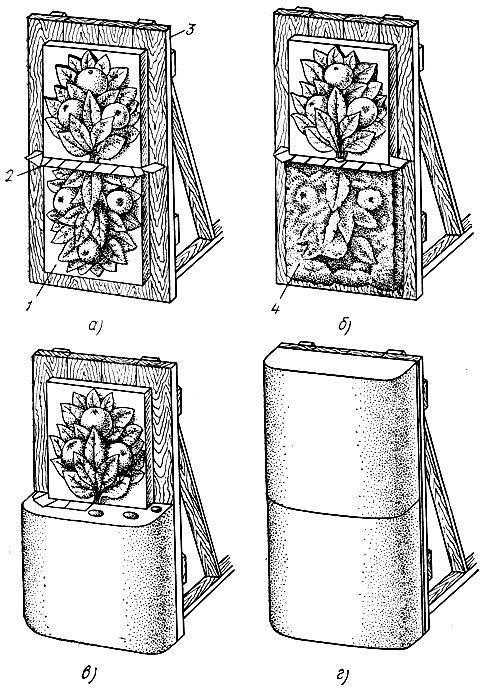
Рис. 80. Вертикальная формовка: а - разделение модели на половинки для формовки, б - первый оплеск нижней половинки, в - удаление разделительных пластин и устройство замков в готовой раковине, г - готовые формы из двух раковин; 1 - модель из глины, 2 - металлические пластины, 3 - щит, 4 - цветной гипсовый раствор
Разъем формы производят сразу после затвердения гипса, причем сначала снимают верхнюю часть. Перед снятием форму смачивают водой и расшатывают с помощью клиньев. Снятые части устанавливают на ребро на деревянные подкладки, предохраняя их этим от коробления, очищают, смазывают, подрезают и заливают гипсом под модель.
Применяют также черновую форму без расколотки. Изготовляют ее в один слой из смеси гипса и картофельной муки в соотношении 3:1 по массе. Состав тщательно перемешивают, готовят раствор той же консистенции, что и для черновой формы в расколотку, и оплескивают им модель. Из готовой формы удаляют глину, промывают, смазывают и делают отливку под гипсовую модель. Когда гипсовый раствор затвердеет, форму опускают в кипящую воду и держат до тех пор, пока она не разрушится и не освободит гипсовую модель.
красивые любовницы.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://sculpture.artyx.ru/ 'Скульптура'