§ 22. Бетонные, цементные, металлические и деревянные формы
Бетонные формы служат для производства большого числа бетонных изделий. Они не коробятся и не деформируются. Рассмотрим изготовление бетонной формы с деревянной модели балясины (рис. 90).
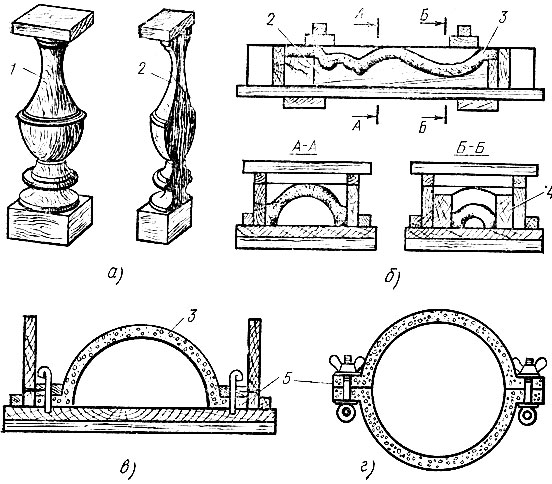
Рис. 90. Бетонные формы: а - модель балясины из дерева, б - продольный и поперечный разрезы, в - половинная форма, г - полная форма, стянутая болтами; 1 - деревянная модель балясины, 2 - половина модели, 3 - бетонный слой, 4 - деревянные колодки, 5 - ушки для болтов
Деревянную модель 1 балясины разрезают пополам вдоль (рис. 90, а) и точно по ее длине изготовляют формовочный деревянный ящик (рис. 90, б), по оси которого укрепляют половину модели 2. Для придания форме равномерной толщины против утоняющихся мест модели в формовочном ящике укрепляют деревянные колодки 4. Поверхность модели и внутреннюю часть ящика покрывают смазкой. Вокруг модели утрамбовывают бетонную смесь слоем толщиной 4-5 см и устраивают ушки 5 (рис. 90, в) для соединения половинок форм. В бетонную смесь для увеличения прочности иногда закладывают арматурную сетку. После затвердения бетона форму переворачивают вверх дном и разбирают. Аналогично готовят вторую половину формы. Полученные половинки формы соединяют обручами и болтами, которые пропускают через ушки.
Цементные формы также применяют для производства большого числа цементных изделий. Цементные формы изготовляют так же, как и гипсовые кусковые, но требуют для изготовления большего времени, так как цемент схватывается дольше гипса. Цементные формы можно изготовлять из быстросхватывающихся цементов. Цементные куски укладывают в деревянный кожух.
Металлические формы применяют для массового производства бетонных изделий (рис. 91). Формы для объемных изделий отливают, например, из чугуна, стали, алюминия, для погонных изделий - из листового металла. Две половинки формы скрепляют струбцинами 1 и стяжными болтами 2. Поверхность формы перед формовкой в ней изделия покрывают смазкой. После того как бетонная смесь затвердеет, форму слегка простукивают снаружи: деревянным молотком. Зажимы развинчивают и половинки формы удаляют.
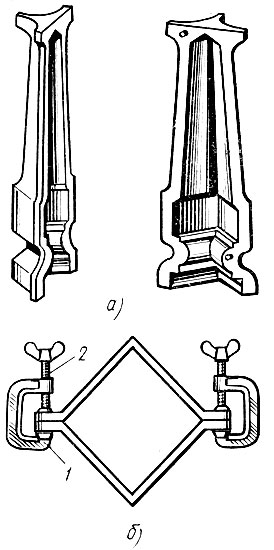
Рис. 91. Металлические формы: а - половинки формы для обелиска, б - полная форма, стянутая струбцинами; 1 - струбцина, 2 - болт
Если в форме находится сердечник для образования пустоты, его удаляют раньше, чем разбирают форму. Форму после распалубки тщательно очищают.
Деревянные формы в основном используют для производства массовых несложных архитектурных деталей из декоративного бетона. Для получения; орнаментированного рельефа применяют резьбу по дереву. Деревянные формы просты и дешевы в изготовлении и имеют большую оборачиваемость. Отдельные части формы скрепляют между собой винтами, болтами, различного рода зажимами, струбцинами.. Конструкция формы должна допускать ее легкую разборку и сборку.
Формы делают из дуба, бука, березы, сосны, ели. Древесина должна быть хорошо выдержанная, без трещин и больших сучков. Доски применяют не тоньше 37 мм. Деревянная форма не должна прогибаться при утрамбовании бетонной смеси, чтобы не исказить детали. Перед отливкой деталей формы пропитывают горячей олифой, просушивают, а затем покрывают смазкой перед каждой отливкой.
Форма для балясины (рис. 92, а) состоит из разборного ящика, к внутренним сторонам которого привинчены наборные колодки 2, образующие профиль балясины. При сборке формы следят за тем,. чтобы не было зазоров в углах. В этом случае изделие получится с чистыми ребрами.
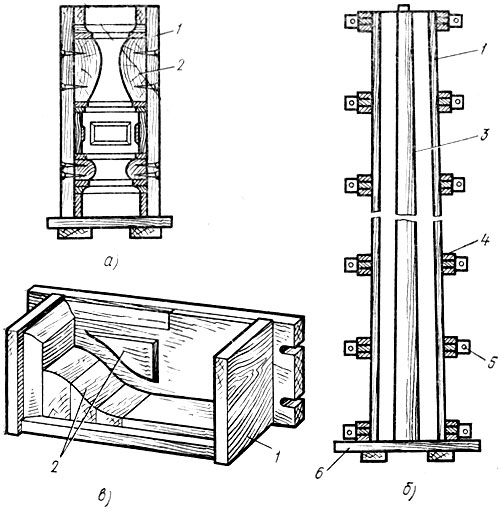
Рис. 92. Деревянная разборная форма: а - для квадратной балясины, б - для круглой колонны, в - для кронштейна; 1 - деревянный ящик, 2 - деревянные колодки, 3 - деревянный сердечник, 4 - стяжные кольца, 5 - отверстия для болтов, 6 - деревянный щит основания
Форму для круглой колонны (рис. 92, б) собирают из двух половинок, состоящих из плотно пригнанных деревянных реек клинчатого сечения, которые привинчивают к половинкам стальных: колец 4, а затем всю форму привинчивают к щиту основания болтами 5. Обе половинки стягивают деревянными разрезными кольцами со стальными проушинами, сквозь которые пропускают болты. Внутри укрепляют деревянный сердечник 3. Бетон в форме уплотняют длинным трамбовочным стержнем. Разборку формы начинают с выемки болтов и отнятия половинок формы, затем колонну укладывают горизонтально на козлы, снимают щит основания и выбивают внутренний стержень.
Форма для кронштейна (рис. 92, в) состоит из нескольких разъемных профилированных кусков-колодок 2, вкладываемых в общий ящик 1. Особенно тщательно выполняют места соединения отдельных кусков. После затвердения бетона форму можно легко разобрать.
Металлизационно-пластмассовые формы (предложены А. Гудновским) применяют для массового изготовления мелких и крупных скульптурных изделий из пластмассы, гипса и других материалов.
Изготовляют их так. По модели изделия делают кусковую форму из гипса. Модель с изготовленными кусками собирают в общем гипсовом кожухе. После снятия кожуха один из кусков извлекают со своего места и образуется полость, дном которой является открытая часть модели изделия, а по краям она ограничена оставшимися соседними кусками формы.
Поверхность полости покрывают графитом, затем металлизационным пистолетом напыляют слой металла (сталь, латунь) толщиной до 0,5...1 мм, а на металл наносят слой пластмассы толщиной 10...15 мм следующего состава (в массовых частях): порошок полиметилметакрилата - 100, мономер (метилметакрилат) - 90, дибутилфталат - 5, наполнитель (маршалит, мелкий песок и т. д.) - 100, перекись бензоила - 3...4, диметиланилин - 2...3.
Затем форму оставляют на 1...1,5 ч до полного отвердения пластмассы. Получаемый таким образом кусок формы состоит из слоя пластмассы, покрытой слоем металла. Рабочую металлическую поверхность полученного куска полируют.
Остальные куски изготовляют так же, причем одновременно можно изготовить два и более кусков на не смежных друг с другом полостях.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://sculpture.artyx.ru/ 'Скульптура'