§ 25. Отливка изделий
Отливка в черновую форму. Служит для перевода мягкой модели в твердую приемами, описанными в § 24. Особенности заключаются в основном в подготовке черновых форм. Если необходимо на гипсовой отливке передать все мельчайшие особенности мягкой модели, применяют отливку со щелоком, если же поверхность отливки будет подвергнута последующей обработке, применяют отливку со смазкой.
При отливке со щелоком форму полностью насыщают водой или погружением ее в сосуд с водой, или опрыскиванием из спринцовки. О достаточной насыщенности формы водой в первом случае свидетельствует прекращение впитывания воды гипсом, во втором - капли воды, растекающиеся по форме, а не впитывающиеся в нее. Поверхность насыщенной водой формы слегка блестит. Для удаления избытка воды форму ставят вертикально и слегка припудривают снаружи наиболее влажные места сухим гипсом.
Насыщенную водой форму равномерно обрызгивают из спринцовки щелоком, дают ему стечь, из углублений щелок выбирают губкой или кистью. В результате поверхность формы покрывается тонкой жировой пленкой, которая придает ей легкий и ровный блеск. Насыщенная водой и покрытая жировой пленкой форма не поглощает воду от влитого в нее гипсового раствора и не прилипает к нему.
Отливку в этом случае выполняют подливкой каждой раковины отдельно. Окатку применять нельзя, так как в процессе окатки гипсовый раствор сдерет изолирующую жировую пленку из щелока и форма будет прилипать к отливке. Если форма большого размера или сложной конфигурации, подливку делают частями, поворачивая раковины так, чтобы их было удобно заполнять жидким гипсом и не давать ему при этом стекать из формы на рабочий стол. Усенки раковины покрывают смазкой. Заполнив раковину, гипсовый раствор очень быстро снимают с острых краев усенка, скашивая их внутрь формы.
При отливке со щелоком необходимость полного водонасыщения формы приводит к тому, что вода из формы, соединяясь с поверхностным слоем гипсовой отливки, делает этот слой рыхлым, пористым. Такую отливку нельзя окрашивать (при окраске поверхность отливки будет пятнистой) и обрабатывать режущим инструментом (поверхность будет ноздреватой).
Отливку с более плотной поверхностью получают при отливке со смазкой. В этом случае форму покрывают смазкой, которая сглаживает ее поверхность. В результате отливка не передает все особенности модели, как при отливке со щелоком, и ее приходится дорабатывать. Отливку производят окаткой.
Расколотку черновой формы начинают через 15...30 мин па окончании отливки, когда гипс затвердеет: осторожно ударяют деревянным молотком по неострому скарпелю, следя за тем, чтобы не повредить отливку. Расколачивают форму на небольшие куски, начиная с верхнего неокрашенного слоя гипса. Этот слой укладывают как можно быстрее, чтобы дать подсохнуть нижнему цветному слою гипса и тем самым облегчить его расколотку. Цветной слой осторожно удаляют с отливки тупилкой, начиная расколотку сверху. Если расколотку начать снизу, то отбиваемые куски, падая вниз, могут повредить отливку. Крошки и пыль удаляют мягкой кистью.
Мелкие повреждения (сбоины) на отливке, получившиеся во время расколотки формы, заделывают жидким гипсовым раствором, не нарушая формы модели. Таким же раствором приклеивают отбитые куски. Место повреждения насекают ножом, смачивают водой, а затем накладывают жидкий гипсовый раствор. Подправляют полученную гипсовую модель только с разрешения автора.
Отливку зачищают стеклянной шкуркой, навернутой на деревянный брусок, сушат при температуре не выше 50°С, покрывают лаком и подвергают дальнейшей формовке.
Отливку из цементного раствора в черновой форме производят, как правило, из двух слоев с прокладкой между ними металлической арматуры. Первый слой (облицовочный), состоящий из цемента и наполнителя (песка или декоративной каменной крошки), накладывают на форму штукатурной лопаткой равномерным слоем толщиной 5...25 мм в зависимости от крупности наполнителя и рельефа модели. При этом сползающий с вертикальных участков формы цементный раствор подбирают и накладывают на место до тех пор, пока он не схватится и не прекратит сползать.
Цементный раствор для облицовочного слоя должен содержать оптимальное количество воды, которое подбирается лабораторным путем, излишек воды увеличивает сползание раствора с формы, а недостаток не позволяет передать на отливке тонкие детали. Внутреннюю поверхность облицовочного слоя для лучшего сцепления со следующим слоем делают шероховатой.
На облицовочный слой укладывают арматуру, а затем внутренний слой, который служит для укрепления облицовочного слоя, поэтому раствор для него может быть более густым. Раствор должен заполнить все пустоты между арматурой и облицовочным слоем. Если внутренний слой накладывают на затвердевший облицовочный, то поверхность облицовочного слоя предварительно промазывают цементным раствором.
Отлитые цементные изделия выдерживают в форме в течение 2...10 дней в зависимости от качества цемента, размеров самого изделия и температуры окружающего воздуха. Через несколько часов по окончании отливки изделие, находящееся в форме, начинают обильно смачивать водой не менее 3...4 раз в день до момента освобождения отливки из формы.
Отливка в кусковую форму. Гипсовый раствор для отливки рекомендуется затворять известковым молоком состава 1:15 по массе, что устраняет расширение гипса при схватывании и, следовательно, заедание изделия в кусковой форме.
При отливке плоских изделий сначала делают частичную подливку, размещают арматуру, а затем форму заполняют раствором до верха. После затвердения раствора форму покрывают деревянным щитом и переворачивают так, чтобы отливка лежала на щите. Кожух с формы снимают, постукивая по нему деревянным молотком, между кожухом и кусками вводят лопатку и, осторожно отделяя кожух от кусков, укладывают его на верстак внутренней стороной кверху.
Куски от отливки отделяют с помощью крючка 4 (рис. 93), вдетого в петлю 2, в последовательности, обратной укладке, в противном случае могут сломаться отдельные куски и даже готовая отливка. Если куски отнимаются трудно, их слегка смачивают водой. Отнятые от отливки куски осматривают, удаляют влажной губкой или деревянной стекой с усенков гипсовую пленку. Каждый кусок очищают кистью, смазывают смазкой и укладывают в кожух.
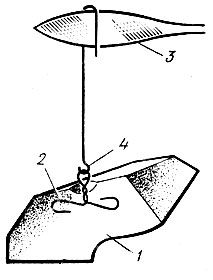
Рис. 93. Удаление кусков из кусковой формы: 1 - разрез куска формы то плоскости петли, 2 - проволочная петля, 3 - лопатка, 4 - крючок для снятия куска
При повторном использовании форм на кусках могут появиться дефекты (поломанные усенки или уголки), которые после укладки кусков в кожух заделывают глиной или густой мазью, приготовленной из смеси сала и деревянного масла. Если мелкие куски формы не держатся в кожухе, их приклеивают этой же мазью.
При хранении кусковой гипсовой формы куски, которые не держатся в кожухе, рекомендуется обернуть мягкой бумагой и сложить в кожух. В бумаге куски не будут отбиваться сами и портить Другие куски формы.
Крупные и объемные архитектурные детали делают обычно полыми. Отливку при этом производят в окатку или с подливкой.
Бывают случаи, когда всю форму нельзя залить в собранном виде, тогда изделие отливают частями, заливая раствором каждый кусок формы в открытом виде. Форму раствором заполняют постепенно и медленно. Ответственные места формы со сложным рельефом во избежание появления пузырей предварительно покрывают пластичным раствором гипса.
Если отливают архитектурные детали, которые будут подвешиваться (например, карниз, кессон, розетки), их массу уменьшают, используя прием отливки на пеньке. Волокнистый пеньковый каркас придает изделию прочность и позволяет значительно уменьшить его массу.
В кусковой форме можно отливать изделия из цементного раствора. Формы при отливке изделий из цемента не смазывают, а натирают порошком графита. Процесс отливки таких изделий в основном аналогичен отливке изделий из гипсового раствора. Цементный раствор должен быть гуще гипсового, примерно консистенции густой сметаны. Если он будет более жидким, потребуется много времени для его схватывания и, кроме того, на отливке может появиться много пузырьков, удалить которые будет сложно.
Цементные отливки армируют обычным металлическим каркасом.
Отливку в клеевую форму производят в основном гипсовым раствором в окатку, на пеньке и с подливкой.
Погонные детали. Гипсовый раствор средней густоты тонкой струей быстро вливают в форму до половины ее объема. Слегка встряхивают форму, чтобы удалить пузырьки воздуха, прокладывают каркас и заливают раствор до краев формы. Излишки загустевшего раствора снимают металлической циклей, чтобы задняя часть детали была ровной.
После затвердения гипса форму с кожухом ставят вертикально на верстак, отнимают кожух от формы и форму от отливки. Для снятия с отливки форму берут двумя руками, выгибают, нажимая пальцами на заднюю часть. Снятую форму тотчас смазывают и укладывают в кожух.
Во избежание коробления погонные детали отливают отрезками не более 40 см, готовые изделия помещают на ровной поверхности и не медлят с установкой их на место. При сборке погонных деталей предварительно процарапывают все соприкасающиеся поверхности, смачивают их водой и скрепляют тем же раствором, из которого сделаны детали.
Плоские детали (фризы, розетки) отливают на полу или низком верстаке. Гипсовый раствор разливают по всей форме слоем 2-3 см, форму слегка встряхивают и укладывают пеньку, вымоченную в гипсовом растворе. Если каркасом служит дрань, ее укладывают клетками 3×3 и 4×4 см. Затем заполняют форму до краев раствором, разравнивая его рукой равномерно по всей поверхности, и снимают излишки раствора правилом. После затвердения раствора форму покрывают ровным щитом и ставят ее вместе с кожухом вертикально, затем снимают кожух и вынимают отливку из формы. Готовые отливки развешивают на стене или, установив на ребро, прислоняют к ней.
Мелкие модульоны и кронштейны отливают на верстаке, а крупные - на низком верстаке или полу. Распределив гипсовый раствор равномерно по всей поверхности формы, устанавливают две деревянные планки перпендикулярно боковым стенкам формы: одну на глубине 1...2 см от поверхности формы в головной части отливки, а другую в середине завитков. Заполненную до краев раствором форму покрывают щитом и переворачивают, снимают кожух и вынимают отливку.
Балясины. Обе половины формы связывают веревкой и пропускают через нее металлический каркас, смазанный спиртовым шеллаковым лаком. Так же, как при отливке модульона и кронштейна, отливку производят в окатку.
Бюсты отливают в формах, состоящих из двух половин, с прокладкой каркаса. Связанную форму устанавливают на верстак, вливают в нее гипсовый раствор, форму поворачивают в руках, добиваясь, чтобы гипс заполнил все ее части. Излишки гипса очищают циклей.
При отливке небольших бюстов каркас (палочку толщиной 1 см) закладывают только в шею, которую полностью заполняют раствором. Небольшие фигуры отливают так же, только в ноги дополнительно закладывают каркас.
Бюсты большого размера отливают на полу. Устанавливают форму вниз головой и заполняют ее гипсовым раствором в окатку. Для этого под форму подкладывают мешок, набитый стружками или опилками, и катают на нем форму, чтобы равномерно распределился раствор. Во второй слой закладывают пеньку, смоченную в гипсовом растворе. Форму снимают после затвердения первого слоя гипса, не дожидаясь затвердения второго слоя, так как первый слой к этому времени уже достаточно прочен, к тому же твердение гипса сопровождается выделением тепла, что портит форму.
Круглые гладкие стволы небольших колонн с энтазисом можно также составлять из двух половин, отлитых в готовой половинчатой форме. В готовую форму 1 (рис. 94, а) укладывают первый слой 2 гипсового раствора толщиной 3-5 мм так, чтобы он равномерно и плотно без воздушных пузырьков покрыл всю поверхность формы. Гипсовый раствор для первого слоя затворяют чистой водой. Второй слой 3 гипсового раствора, приготовленный на клеевой воде, укладывают и хорошо разравнивают, пока первый слой еще не схватился. Оба слоя разравнивают с помощью шаблона-правила 4.
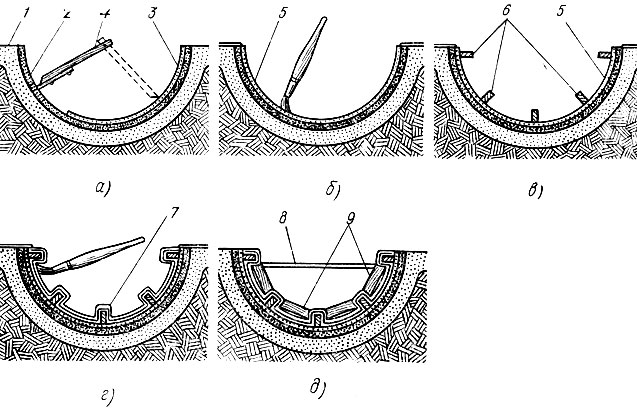
Рис. 94. Последовательность отливки колонны: а - нанесение первого и второго слоев гипса, б - укладка первого слоя ткани и промазка его гипсом, в - укладка вертикальных (продольных) планок каркаса, г - укладка второго слоя ткани и промазка его гипсом, д - загибание краев ткани и укладка поперечных планок; 1 - готовая гипсовая форма, 2 - первый слой гипсового раствора, 3 - второй слой гипсового раствора, 4 - шаблон-правило, 5 - первый слой ткани, 6 - вертикальные деревянные планки каркаса, 7 - второй слой ткани, 8 - распорка, 9 - поперечные планки
Поверх второго слоя 3 гипсового раствора плотно укладывают первый слой 5 (рис. 94, б) армирующей ткани, которую предварительно нарезают полосами. Длина каждой полосы на 10...20 см больше длины полуокружности сечения колонны. Уложенный слой ткани тщательно промазывают гипсовым раствором. Излишки длины тканевых полос, отогнутые на края формы, раствором не пропитывают. Часть тканевых полос настилают вдоль ствола колонны внахлестку друг на друга на 5...6 см. Поверх слоя ткани укладывают деревянные планки 6 (рис. 94, в) каркаса, смоченные гипсовым раствором, и слегка вдавливают их в ткань. Деревянные планки предварительно нарезают точно по размерам формы и вымачивают в воде.
Поверх планок накладывают второй слой 7 (рис. 94, г) армирующей ткани, тщательно огибают ею все уложенные деревянные планки и вдавливают ее во все углы. Промазывают слой ткани гипсовым раствором. Оба слоя ткани должны хорошо сцепиться друг с другом и с деревянными планками. Ранее отогнутые концы ткани аккуратно заворачивают вокруг крайних деревянных планок и хорошо пропитывают гипсовым раствором. Форму обмазывают гипсовым раствором, затворенным клеевой водой.
Далее укладывают поперечные деревянные планки 9 (рис. 94, д) и распорки S, вдавливая их в покрытую гипсом ткань. Поперечные планки каркаса укрепляют полосками армирующей ткани на гипсовом растворе.
После окончательного затвердения гипсового раствора отливку осторожно вынимают из формы, устраняют обнаруженные дефекты, подравнивают усенки и окончательно отделывают.
В практике встречаются случаи, когда с модели надо получить уменьшенную гипсовую копию. Это может быть достигнуто двумя способами. При первом способе к воде, которой затворяют гипс, добавляют немного спирта (1 часть спирта и 2...2,5 части воды). Гипсовый раствор после затвердения уменьшается в объеме и готовое изделие - отливка - получается меньших размеров.
При втором способе готовят с модели обычную клеевую форму, употребляя не мездровый клей, а желатин. Отформованную эластичную форму разрезают на две части, снимают с модели и погружают в крепкий спирт, в котором желатиновая форма значительно уменьшается в объеме. Усадка формы происходит пропорционально во всех частях. Уменьшенную в объеме форму вынимают из спирта, вытирают, с внутренней стороны присыпают тальком и покрывают тонким слоем жидкого масла. Отливают изделие в такой форме обычным способом.
Если с модели хотят получить увеличенную гипсовую копию, желатиновую форму погружают не в спирт, а в холодную воду. Форма набухает и увеличивается в объеме. Обрабатывают эту форму обычно: посыпают тальком и смазывают маслом.
Отливка в формопластовую форму. Процесс отливки из гипсового и цементного растворов в формопластовых формах аналогичен отливке в клеевых формах. После того как изделие затвердело, снимают сначала кожух, затем отделяют форму от отливки. Перед каждой отливкой форму смачивают водой.
Отливки из цементного раствора армируют только металлической арматурой. Для ускорения твердения в цементный раствор добавляют жидкое стекло. Достоинством формопластовых форм является возможность их пропаривания с целью ускорения твердения цементного раствора.
Отливка из пластмасс. Изделия из пластмасс отливают в гипсовых формах, снимаемых с глиняных или пластилиновых моделей. Для приготовления литьевой смеси в эмалированную посуду заливают 2 л мономера метилметакрилата с добавлением катализатора до 0,1% массы мономера. Затем к мономеру добавляют 200-300 г сухих цинковых белил или другого пигмента. После тщательного перемешивания к смеси добавляют: 1,5 кг полиметилметакрилата марки Л-1; 2,5 кг полихлорвиниловой смолы марки ПФ-4 и 0,5 кг смолы "игелит". Смесь тщательно перемешивают, выдерживают 5 мин, после чего ее тонкой струей через литниковую воронку без перерыва заливают в форму. Вслед за заливкой первой порции массы заливают заранее приготовленную вторую порцию и т. д.
Форму, заполненную массой, устанавливают в пропарочную камеру на 3...6 ч при 100°С для полимеризации пластической массы. Время полимеризации зависит от размеров формы и толщины отливаемой скульптуры.
Остывшие до 50-60° С кусковые формы разбирают, а черновые - расколачивают. Извлеченную из формы скульптуру промывают сначала 70%-ным раствором соляной или серной кислоты, а затем щелочной водой для нейтрализации следов кислоты.
Иногда применяют метод окатки: жидкую пластическую массу (стирол - 35-37%, полиметилметакрилатный порошок марки Л-1-65-63, перекись бензоила - 0,5, пигмента - 5-7%) наносят специальным распылителем на стенки гипсовой формы и окатывают ею форму.
Детали скульптуры, которые отливали в отдельных формах, соединяют специальным склеивающим составом (в %): мономер метилметакрилат - 40, полихлорвинил - 20, акрилатный порошок - 40, перекись бензоила - 0,5 и соответствующий пигмент. Загустевший до консистенции густой пасты состав шпателем наносят на заранее подогнанные детали скульптуры. Этим же составом заделывают дефекты.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://sculpture.artyx.ru/ 'Скульптура'