§ 6. Инструменты
В набор инструментов для обработки моделей, форм и изделий входят режущие, скребковые и заглаживающие с большим разнообразием форм и размеров пера - его рабочей части.
Режущие инструменты - ножи, долота и скарпели. Ножи применяют четырех образцов. Большим штукатурным (рис. 38, а) и малым (рис. 38, б) подрезают гипсовые усенки соответственно крупных или мелких деталей форм. Эти ножи делают из хорошей стали с тонким остроконечным клинком длиной 10...12 (большой нож), 7...8 см (малый), шириной соответственно 2...3 и 1 см. Для более грубых работ используют ножи с толстым негнущимся клинком: короткий нож длиной 5...7 см, заточенный на клин, - для расколотки небольших черновых форм, более длинный - для вспомогательных работ.
Долота (рис. 38, в и г) стальные длиной 20...30 см бывают прямые и полукруглые с соответствующим профилем сечения пера. Прямыми долотами с шириной пера 1...50 мм, длиной 3...5 см, толщиной около 1 мм обрабатывают плоские поверхности, их также используют для расшатывания раковин после подклинки при снятии форм. Такие долота делают с прямоугольным или косым контуром заточки, лезвие может быть гладким или с зубчиками. Полукруглые долота применяют при выполнении сложных декоративных моделей. При формовочных работах достаточно трех-четырех размеров каждого вида долот - прямых и полукруглых.
Скарпель (рис. 38, д) - стальной стержень длиной 20...30 см, имеющий с одной стороны тупой (обушок) и с другой - режущий конец шириной 1...3 см. Скарпель держат левой рукой и наносят удары по обушку молотком. Скарпелями пользуются для расколотки формы.
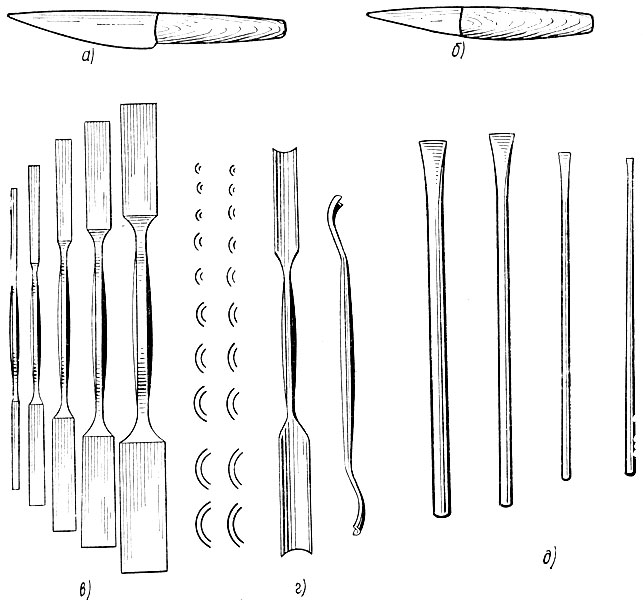
Рис. 38. Режущий инструмент: а - большой нож, б - малый нож, в - прямые долота, г - полукруглые долота, д - скарпели
Скребковые инструменты - царапки, косарики, клюкарзы, стеки, цикли, правильца, тупилки. Этими инструментами выравнивают и заглаживают различные выпуклые и вогнутые поверхности, зачищают заделанные места и швы, просверливают отверстия.
Прямыми и фасонными царапками (рис. 39, а) с гладкими или зазубренными лезвиями снимают излишки раствора с лепных изделий, расчищают лепные изделия от старой краски. Длина царапок 17...30 см.
Косариками (рис. 39, б) с узкими слегка закругленными концами отделывают вогнутые и выпуклые части, очищают кожухи и формы, а также расчищают старую лепку.
Клюкарзами (рис. 39, в) с прямыми, полукруглыми, косыми или зазубренными концами заравнивают поверхности после обработки деталей.
Металлическими стеками (рис. 39, г) с деревянными ручками и гладкими или зазубренными лезвиями зачищают отливки, деревянными стеками (из твердого плотного мелкослоистого дерева) обрабатывают модели, вымазывают усенки кожухов, наливают клей на модель.
Цикли (рис. 39, д) - стальные пластинки длиной 13...15 см, шириной 5...6 см, толщиной 1 мм, с одной стороны отточенные, с другой - с пилообразной насечкой. Ими выравнивают плоские поверхности.
Правильцами (рис. 39, е) - стальными пластинками, скошенными с одной стороны, - выравнивают мелкие плоскости и снимают излишки лепной массы. Тупилками (рис. 39, ж) - инструментами с узкой рабочей частью со скругленным или слегка загнутым концом - наносят бороздки с нерезкими контурами на различные поверхности.
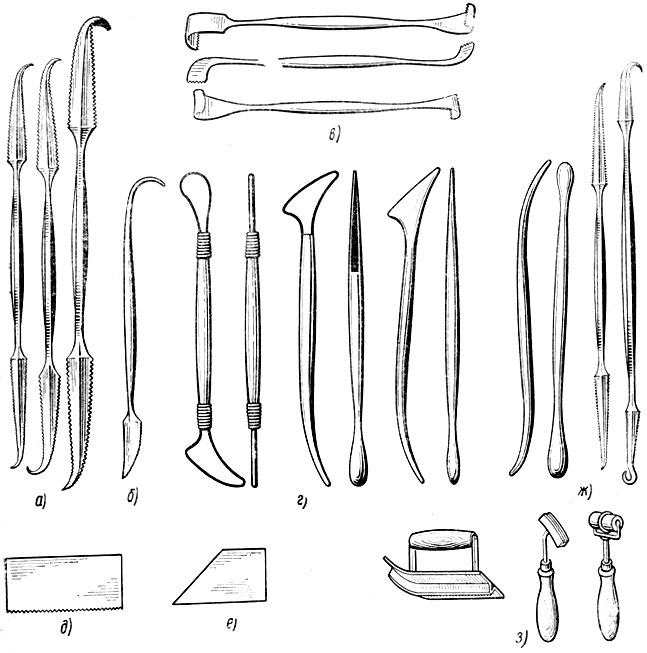
Рис. 39. Скребковые и заглаживающие инструменты: а - царапки, б - косарик, в - клюкарзы, г - стеки, д - цикля, е - правильце, ж - тупилки, з - шовники
Заглаживающие инструменты. Скребковыми инструментами, не имеющими на рабочей части зубчиков, выполняют заглаживающие операции, но есть и специально предназначенные для этих целей инструменты: гладилки, штукатурные лопатки и шовники.
Гладилками - дощечками из твердых пород древесины с накладной ручкой - шлифуют плоские участки фона при формовке орнаментов; штукатурными лопатками разравнивают и предварительно заглаживают не схватившийся гипсовый раствор. Шовники (рис. 39, з) в виде утюжков или валиков используют как шаблончики для заглаживания различных борозд.
Инструменты для измерения и разметки (рис. 40) - циркули и угольники - предназначены для различных геометрических построений, выполняемых в натуральную величину, и для переноса размеров с шаблонного чертежа или рисунка на модель или с оригинала на копию.
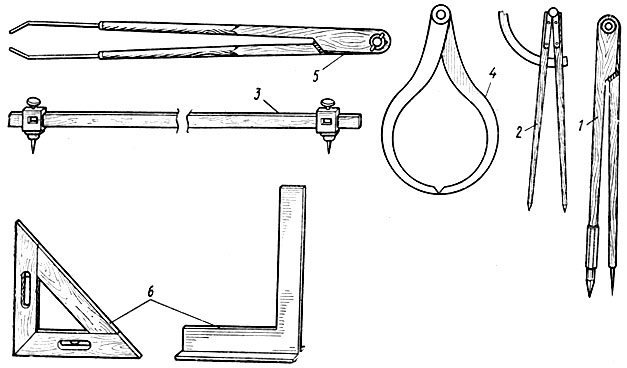
Рис. 40. Инструменты для измерения и разметки: 1 - круговой циркуль, 2 - циркуль-измеритель, 3 - штангенциркуль, 4 - кронциркуль, 5 - циркуль с проволочными; наконечниками, 6 - угольники
Круговыми циркулями 1 с втулкой на одной из ножек, фиксирующей пишущий стержень, проводят дуги окружностей; циркулями-измерителями 2 с угломером, фиксирующим угол, или без него измеряют, откладывают и делят отрезки прямых и дуг и размечают детали. Для линейных замеров и проведения окружностей больших радиусов применяют штангенциркуль 3, который состоит из металлической (или деревянной) штанги со шкалой и скользящими по ней двумя движками с фиксаторами; для снятия наружных размеров моделей и незамкнутых полостей типа цилиндров - кронциркули 4. При изготовлении крупных изделий используют циркуль 5 с проволочными наконечниками.
Угольники 6 применяют двух типов: деревянный равнобедренный прямоугольный треугольник в виде жесткой рамки с установленными по катетам уровнями для выверки поверхностей подмодельных плит и разметки различных геометрических построений и стальной с опорной пятой по короткому катету для разметки деталей и партий на взаимно перпендикулярных поверхностях.
Инструмент для выполнения заготовительных операций можно разделить на специальный (лопатки, мешалки, мутовки) и многоцелевой (кисти, столярный и слесарный инструмент).
Большие и малые двуконцовые металлические лопатки (рис. 41, а) используют при приготовлении гипсовой массы и нанесении ее на модель. Лопатками накладывают гипс, замазывают стыки, высверливают замковые лунки. Большие порции гипсовой массы перемешивают мешалками (рис. 41, б) и мутовками (рис. 41, в) с рукоятью длиной более 35 см.
Кисти (рис. 41, г) применяют различной формы с упругой и мягкой щетиной и различной длиной ворса. Кисти 1 с грубой щетиной и плотной вязкой используют для уплотнения пеньки в гипсе; кисти 2 с упругим ворсом типа колонковых - для исправления дефектов на отливках и для смазывания небольших форм; широкие флейцы 4 - для обработки больших поверхностей.
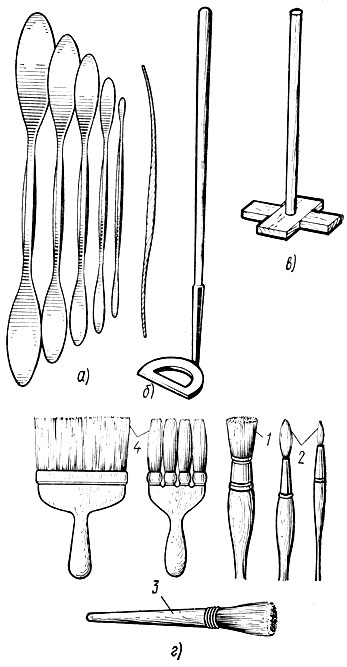
Рис. 41. Вспомогательный инструмент: а - лопатки, б - мешалка, в - мутовка, г - кисти: 1 - проколотки, 2 - заправные, 3 - клеевые, 4 - флейцы
С помощью клеевых кистей 3 с длинной щетиной оплескивают глиняные модели в труднодоступных местах. Мягкими кистями типа барсуковых смазывают модели из мягкой глины, пластилина и воска.
Столярный инструмент (киянки, топорики, стамески, ножовки и клещи) используют для заготовки деталей и изготовления деревянных каркасов и шаблонов, а также при расколотке форм.
Слесарным инструментом (напильники разных профилей сечения, плоскогубцы, круглогубцы и кусачки) изготовляют металлические каркасы.
Для опрыскивания моделей водой используют садовую спринцовку, а для обдувания - спортивные насосики.
Во избежание коррозии металлические инструменты, постоянно соприкасающиеся с жидким и влажным гипсом, должны быть из латуни или нержавеющей стали. По окончании работы инструмент тщательно очищают от приставшего к нему гипсового раствора и протирают.
Чисто отделать изделие можно только исправными и хорошо заточенными инструментами. Режущая кромка долот, ножей и других режущих и скребковых инструментов должна быть острой, без заусенцев, забоин и заточена под необходимым углом. Грубую заточку выполняют на заточных станках, а затем инструменты правят на оселке (тонкозернистом бруске). При заточке инструмент нагревается, вследствие чего происходит отпуск металла и качество инструмента снижается. Чтобы устранить этот недостаток, инструмент во время заточки охлаждают водой.
Правильно заточенное лезвие ножа должно иметь в разрезе форму клина, поэтому его точат с двух сторон, чтобы лезвие постепенно сходило к острию по прямой линии и под одинаковым углом с обеих сторон.
Острая фаска долота расположена с одной стороны лезвия, угол ее заточки зависит от выполняемой работы. При заточке следят за тем, чтобы не изменялся угол и не нарушалась прямая линия фаски. Отделывают заостренную фаску на оселке: долото кладут на него плашмя и проводят по нему несколько раз сначала одной стороной инструмента, потом другой, чтобы удалить заусенцы на острие. Недостатки заточки можно обнаружить, рассматривая острие через лупу.
Универсальные заточные станки оснащены приспособлениями для установки и закрепления разнообразных режущих инструментов под нужным углом заточки. Работа на таких станках требует специального изучения правил техники безопасности.
Лепщики особенно высокой квалификации используют в своей работе и другие инструменты, не описанные в данном учебнике. Каждый мастер совершенствует приемы работы, а вместе с ними и инструмент, который нередко изготовляет сам.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://sculpture.artyx.ru/ 'Скульптура'