§ 7. Приспособления
Приспособления - различные устройства, с помощью которых выполняют какую-либо работу. В лепном производстве применяют разнообразные приспособления: для изготовления и обработки моделей, форм и изделий, для измерения и перенесения размеров без изменения или с изменением масштаба, для хранения материалов и приготовления составов.
Изготовление моделей. При изготовлении моделей пользуются мольбертами, щитами, стендами, станками, верстаками (рис. 42) и шаблонами. Стенд собирают из инвентарных деталей, поэтому его можно использовать для лепки моделей различных размеров. Устойчивость и жесткость стенда обеспечиваются фиксацией досок в стойках штифтами, которые вставляют в отверстия стоек, совпадающие с отверстиями в досках.
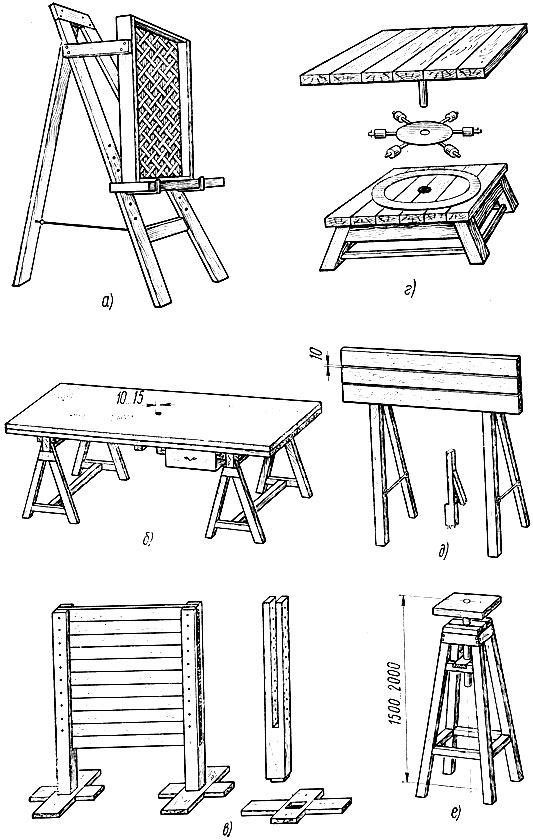
Рис. 42. Приспособления для изготовления моделей: а - мольберт, б - верстак, в - стенд, г - фигурный станок, д - щит, е - бюстовый станок
Для лепки объемных скульптурных моделей применяют различные по конструкции станки. Для скульптурных моделей станки подразделяют на бюстовые (высотой 1,3...1,5 м), полу фигурные (1 м) и фигурные (0,5 м).
Модели тел вращения изготовляют на станках с вращающимся шаблоном или с вращающейся осью модели. Прямолинейные и циркульные модели вытягивают на прочных верстаках с крышками из досок толщиной 4...5 см. Длина верстака 2...2,8, ширина 1 м. На крышку кладут полированную мраморную, гранитную, гипсовую или цементную плиту. Чтобы сделать плиту из цемента, на деревянную крышку наливают цементный раствор слоем 5 см, сделав отверстие в центре для закрепления шаблона, и тщательно выравнивают его поверхность. После затвердения плиту шпатлюют и шлифуют.
Шаблоны (рис. 43) для вытягивания прямолинейных профильных деталей и моделей подробно описаны в § 10.
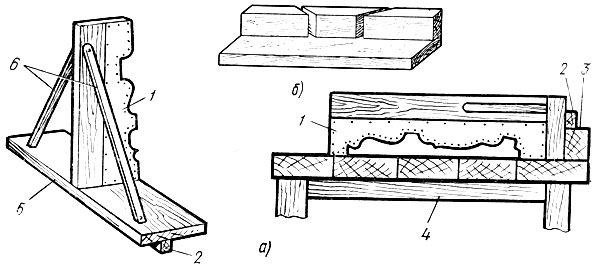
Рис. 43. Шаблоны для тяги (а) и опиливания на ус (стусла) (б): 1 - профильная доска с оковкой, 2 - полозок, 3 - правило, 4 - верстак, 5 - салазки, 6 - подкосы
При изготовлении тяжелых бюстов (рис. 44, а) и фигур (рис. 44, б) в полный рост, особенно с преобладающей вертикальной осью, используют станки, которые придают устойчивость каркасу, закладываемому в модель. Такой станок представляет собой прочный щит 2 из досок толщиной 50 мм, к которому жестко закрепляют глаголь 1 из стальной арматуры квадратного сечения с помощью лап из толстой полосовой стали. Станок должен удерживать каркас, массу модели и массу гипсовой формы.
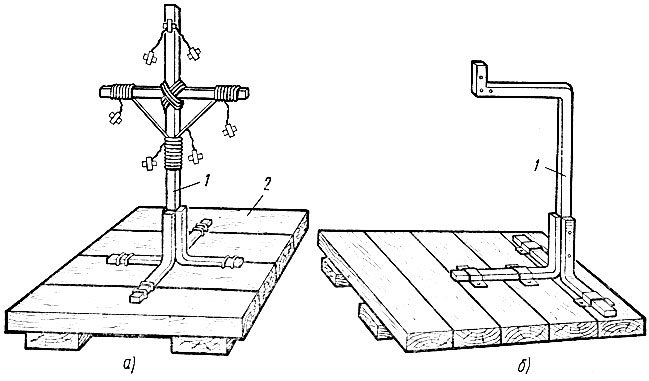
Рис. 44. Станки для фиксации бюста (а) и фигуры (б): 1 - глаголь, 2 - щит
Перенос размеров с оригинала на копию. Для копирования оригинала без изменения масштаба пользуются пунктировальным прибором, а для масштабного переноса размеров с оригинала на модель - копировальной рамкой.
Пунктировальный прибор (рис. 45, а) смонтирован из гладких стальных и латунных стержней круглого сечения, соединенных зажимными муфтами 1. Латунная станина 5 Т-образной формы оснащена подвижной крестовиной и тремя стальными опорными иглами, расположенными по ее концам. С помощью опорных игл прибор фиксируют в трех удобных точках на модели, для чего в этих точках на модели устанавливают опорные гипсовые марки с пластинками. На пластинках отмечают кернером точки под опорные иглы. Если модель мягкая, то устраивают жесткую конструкцию, закрепляют ее к основанию модели и на ней устраивают марки.
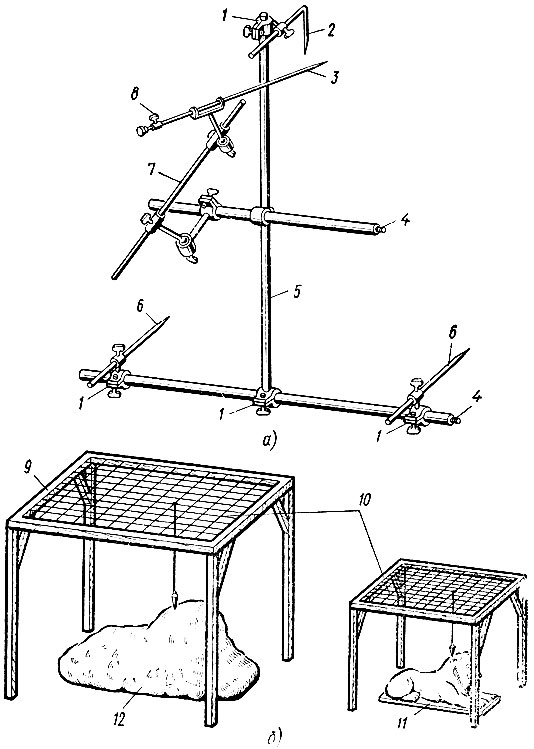
Рис. 45. Приборы для прямого и масштабного переноса размеров: а - пунктировальный, б - копировальная рама; 1 - зажимные муфты, 2 и 6 - верхняя и нижняя опорные иглы, 3 - подвижная игла, 4 - нарезка, 5 - станина, 7 - подвижные шарниры с зажимами, 8 - ограничитель, 9 - рамка, 10 - масштабная сетка, 11 - модель, 12 - увеличиваемое изделие
Такие же три марки устанавливают на болванке будущей копии. Затем выбирают на модели точку с наибольшим выносом и продвигают подвижный шарнир 7 до тех пор, пока подвижная игла 3 не коснется намеченной точки. Имеющийся на игле ограничитель поджимают вплотную к втулке, удерживающей подвижную иглу, и закрепляют его зажимным винтом, а иглу отводят от поверхности модели. После этого прибор устанавливают на изготовляемую копию и подвижную иглу возвращают в крайнее положение, пока она не соприкоснется с поверхностью копии. Расстояние от ограничителя до втулки как раз будет показывать толщину слоя, который необходимо будет снять с обрабатываемого массива.
Копировальная рамка (рис. 45, б) состоит из двух подобных сеток, образуемых из взаимно перпендикулярных натянутых нитей или проволоки. Все членения сеток, как и рамок, на которые они натянуты, соотносятся в соответствии с принятым масштабом. Стойки, на которые опирают рамы, должны быть выдержаны в том же соотношении.
Одну раму устанавливают над моделью, другую - над заготовленной болванкой и закрепляют. Для каждой рамы заготовляют мерные нити с отвесами. На нити узелками или капельками полимерного клея наносят деления, соответствующие принятому масштабу переноса.
На оригинале выбирают характерную точку и располагают над ней отвес с нитью, перекинутой через сетку, - замечают число целых делений и их доли. Нить с отвесом на копии располагают таким же образом, как и на оригинале, и в масштабе копии отмеряют соответствующее число делений; разница в числе делений будет той величиной, на которую следует изменить координаты копии.
Хранение материалов и приготовление растворов. Сухой гипс и цемент хранят в ящиках-ларях (рис. 46, а). Гипсовый и цементный растворы (рис. 46, б) в мастерской приготовляют в ящиках, в условиях промышленного производства - в оцинкованных баках, хлорвиниловых ведрах, бадьях. Гипсовый раствор в небольших количествах домешивают в резиновых чашках (гипсовках) и эмалированных ковшах. Кроме того, мастерские оснащают клееварками (водяными банями) (рис. 46, в), механическими глиномялками, растворосмесителями.
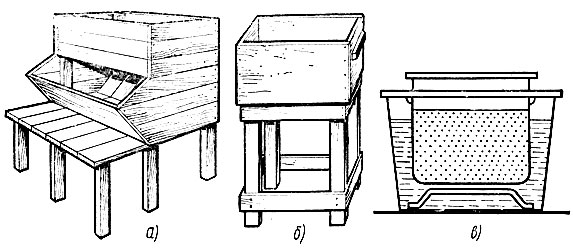
Рис. 46. Устройства для содержания материалов и приготовления составов: а - ларь, б - растворный ящик, в - клееварка
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://sculpture.artyx.ru/ 'Скульптура'