§ 14. Объемные орнаментированные модели
К объемным орнаментированным относятся модели ваз, дорической, ионической и коринфской капителей, кронштейнов, модульонов.
Модель вазы делится на две основные части - тело и ножку. Круглую вазу выполняют так же, как и балясину, но следует иметь в виду, что ваза обычно в диаметре значительно больше, чем балясина, поэтому для уменьшения ее массы с целью экономии гипса в тех местах, где диаметр превышает 15 см, ее делают пустой. Пустоты заданного размера внутри вазы получают с помощью болванки 5 (рис. 75). Веретено 1 для вытягивания вазы делают из толстой доски (5...7 см) или квадратного бруса. Для изготовления болванки к веретену прибивают два расположенных перпендикулярно к нему круга, диаметры которых соответствуют размерам внутренней пустоты вазы.
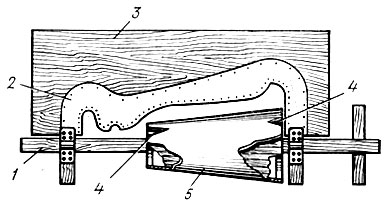
Рис. 75. Вытачивание вазы: 1 - веретено, 2 - шаблон, 3 - верстак, 4 - замок, 5 - болванка
Один круг (большого радиуса) прибивают вверху вазы, а другой (меньшего радиуса) - внизу. Расстояние между двумя кругами обшивают досками. В результате получается деревянный усеченный конус.
Если конус сделан тщательно, его гипсом не покрывают, а сразу приступают к вытачиванию вазы, предварительно смазав болванку.
Вытачивание вазы ничем не отличается от вытачивания балясины. Если высота вазы более метра, то модель вытачивают по частям. Например, модель вазы делят по высоте на три масти: верхнюю (кольцо), среднюю (барабан) и нижнею (ножку). Из этих частей верхнее кольцо вытягивают на верстаке, а барабан и ножку - на станке.
Прежде чем приступить к изготовлению модели вазы, на ее рисунке намечают места соединений (гнезда, или замки), с помощью которых будут собирать целую модель. Затем вырезают три шаблона для вазы: верхнего кольца, барабана и ножки. После сборки вазы тщательно проверяют ее тело по заданному рисунку, обрабатывают модель и приступают к лепке орнамента.
Перед началом лепки освобождают модель от шаблона и, не снимая ее со станка, делают точную разбивку повторяющихся частей орнамента, рисуют четкий контур одного повторяющегося элемента орнамента и лепят его.
Отлив из гипса необходимое число копий повторяющегося элемента орнамента, монтируют их на гипсовом растворе на вазе и зачищают. Затем модель со станка снимают, удаляют из нее внутреннюю болванку вместе с веретеном, ставят модель на приготовленный плинт и скрепляют их между собой.
Для изготовления ручки на барабане вазы в соответствии с размерами, указанными на чертеже, делают два отверстия. В них вставляют и закрепляют с внутренней стороны вазы гипсом каркас из мягкой арматурной стали (лучше из двух перевитых между собой концов катанки) для лепки ручки. Каркас обматывают проволокой, чтобы глина лучше на нем держалась.
Ручки при формовке вазы отнимают и формуют отдельно. Все отформованные гипсовые части модели вазы собирают сначала насухо, тщательно выветривают, а затем скрепляют окончательно гипсовым раствором.
Места соединения одной части вазы с другой замазывают гипсовым раствором и зачищают, ставят на место окончательно обработанные ручки. Готовую модель вазы покрывают шеллаковым лаком.
Модели капителей. Тело орнаментированных моделей капителей вытягивают так же, как и гладких, а затем выполняют орнамент. Дорическую капитель украшают иониками и пальметками, которые сначала лепят из глины так же, как и порезки, затем переводят в гипс и собирают, наклеивая на капитель гипсовым раствором.
При изготовлении модели ионической капители в шаблонах тела капители и абаки оставляют место для орнамента (иоников, бус) и волют. Сначала шаблоном, в котором есть места для волют и порезок, вытягивают из гипса прямую тягу нужной длины для передней и боковых сторон абаки. Куски тяги обрезают строго в соответствии с размерами, указанными на чертеже.
На полуцилиндре тела капители из глины вытягивают шаблоном часть эхина в виде четвертного вала 2 (рис. 76, а), на котором лепят два-три ионика 4. С полученного орнаментированного куска снимают форму и отливают из гипса необходимое число деталей.
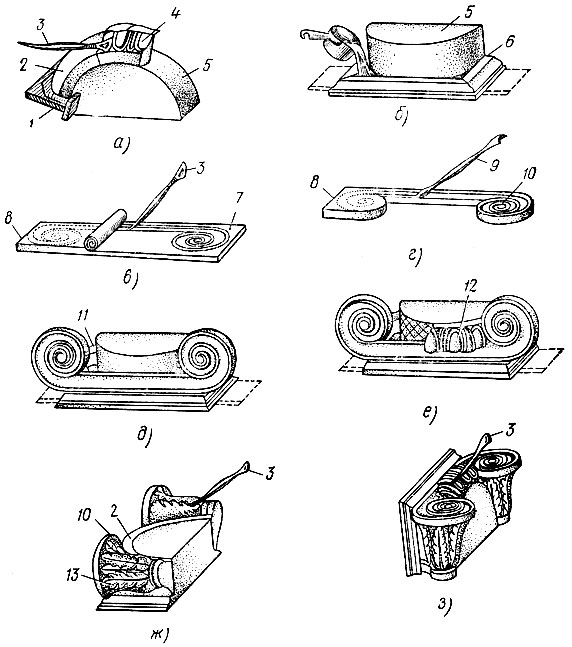
Рис. 76. Выполнение модели ионической капители: а - лепка ионика, б - установка гипсового полуцилиндра и абаки, в - перевод чертежа волюты; г - вырезание волюты из плиты; д - установка и приклеивание волюты, е - сборка ионика из элементов, ж - выполнение балюстрад, з - лепка мелких деталей в местах соприкосновения ионика с волютой; 1 - шаблон для вытягивания четвертного вала, 2 - глиняный четвертной вал, 3 - стека, 4 - лепка иоников, 5 - гипсовый полуцилиндр тела капители, 6 - абака, 7 - чертеж волюты, 8 - гипсовая плита, 9 - долото, 10 - вырезанная волюта, 11 - подпорка, 12 - элементы ионика из гипса, 13 - балюстра, вылепленная из глины
Гипсовый полуцилиндр 5 устанавливают вертикально на верстаке (рис. 76, б) на соответствующее место плана полукапители и укрепляют гипсовым раствором. Куски абаки укладывают так жe по плану и склеивают между собой. Все промежутки между абакой и полуцилиндром заливают гипсовым раствором.
Затем изготовляют волюту (рис. 76, в). На ровной и гладкой поверхности верстака отливают гипсовую плиту 8 в плане по размерам волют такой толщины, чтобы из нее можно было вырезать волюты заданного профиля. На готовую плиту 8 накладывают чертеж 7 волюты, закрепляют его и контуры волюты переводят на плиту легким надавливанием стеки. 3. Волюту тщательно вырезают из плиты стальным долотом 9 (рис. 76, г). Глубину прорези проверяют заранее приготовленным шаблоном. Готовую волюту устанавливают на соответствующее место, прикрепляют гипсом к абаке и полуцилиндру (рис. 76, д) и для прочности сзади укрепляют деревянными распорками. Затем собирают половину эхина с иониками, отлитыми из гипса. Ионики прикрепляют друг к другу и к полуцилиндру гипсом (рис. 76, е).
Установив и закрепив волюту на месте, приступают к лепке балюстры (рис. 76, ж). Для этого временно на теле капители укрепляют полукольцо четвертного вала 2, а две готовые волюты 10 укрепляют в таком положении, как они будут выглядеть сбоку в натуре.
Устраивают каркас для лепки балюстр и лепят орнамент из глины. Вылепленные балюстры 13 формуют, отливают из гипса и разрезают на две части так, чтобы их контур в месте разреза был совершенно одинаков для обеих сторон, иначе половины капители в этих местах не совпадут. После окончательной отделки в гипсе балюстры устанавливают на свои места модели, прикрепляют гипсом и образующиеся промежутки заливают гипсовым раствором.
Мелкие детали в местах соприкосновения ионика с завитками волюты лепят из глины (рис. 76, з), формуют, отливают из гипса и устанавливают на место. По окончании сборки всю модель тщательно отделывают в гипсе и покрывают шеллаковым лаком.
Модель кронштейна (модульона) состоит из двух боковых орнаментированных стенок, лицевой изогнутой поверхности между ними и венчающего карнизика. Сначала изготовляют конструктивное гипсовое тело модели кронштейна (модульона). Рассмотрим процесс работы на примере приготовления гипсовой модели кронштейна (рис. 77, а).
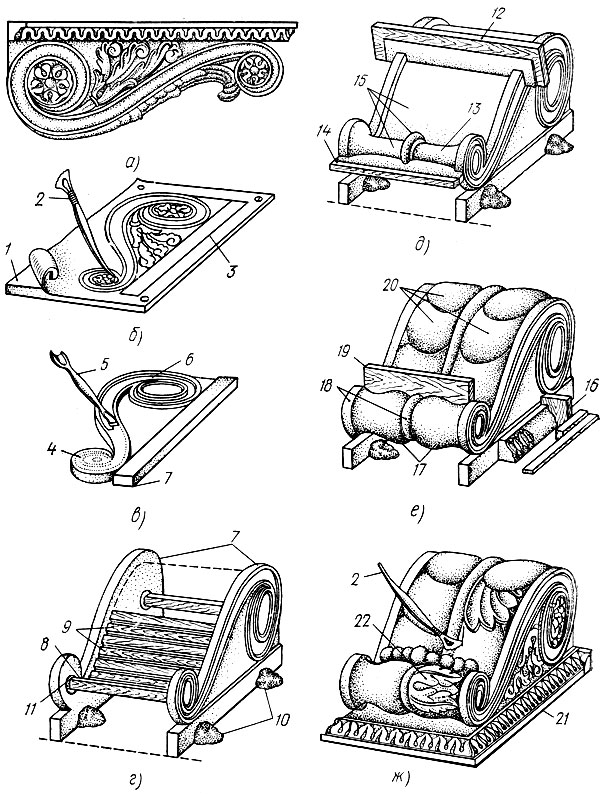
Рис. 77. Выполнение модели лепного кронштейна: а - лепной кронштейн, б - перевод бокового профиля на гипсовую плиту, в - вырезание углубленных мест профиля боковой плиты, г - установка боковых плит, д - вытягивание нижней гипсовой поверхности под лепку, е - лепка орнамента и порезки карнизика, ж - лепка орнамента в глине и приклейка гипсового карнизика; 1 - гипсовая плита, 2 - стека, 3 - рисунок профиля кронштейна, 4 - контуры углублений, 5 - долото, 6 - вырезанные углубления, 7 - профильная плита из гипса, 8 - деревянные распорки, 9 - дранка, 10 - куски гипса, 11 - углубление для деревянных распорок, 12 - первый шаблон, 13 - места для орнамента, 14 - второй шаблон, 15, 18 - гипс, 16 - шаблон для вытягивания порезки, 17 - глиняный профиль валика малого завитка, 19 - шаблон для валика малого завитка, 20 - глина для орнамента, 21 - карнизик с порезкой, 22 - лепка орнамента
На поверхности верстака делают гипсовую плиту 1 (рис. 77, б), размеры которой соответствуют размерам кронштейна. На гладкую поверхность плиты переводят с чертежа точный профиль и рисунок 3 кронштейна. Примерно в центрах волют лопаткой сверлят круглые углубления (марки), после чего плиту смазывают и на нее наливают слой гипса для получения второй, одинаковой по толщине с первой, плиты с переведенным на нее зеркальным контуром профиля. Разъединив полученные плиты, на каждой из них по контуру острым ножом вырезают профиль кронштейна, выравнивают его и сверяют с рисунком. На поверхности плиты 7 по кривой профиля вырезают полоски, закручивающиеся в спиральные завитки, и делают углубление 6 (рис. 77, в) грунта для лепки бокового орнамента.
Затем на предварительно вычерченном на верстаке в натуральную величину плане кронштейна устанавливают профильные плиты 7 (рис. 77, г) на ребро и для большей устойчивости их крепят к верстаку гипсовым раствором или мягкой глиной. Вертикальное положение установленных профильных плит определяют угольником, поставленным на верстак. Между собой эти плиты скрепляют деревянными распорками S, которые вставляют на гипсовом растворе в ранее высверленные углубления 11.
Затем готовят из дранки 9 основание для лицевой изогнутой поверхности кронштейна. Предварительно вымоченные в воде куски деревянных дранок нарезают длиной, равной расстоянию между стенками, и прикрепляют гипсовым раствором горизонтально на 2 - 3 см ниже кромки профильных плит 7. Таким образом, на лицевой поверхности профильных плит по отношению к их кромкам образуется углубление, в котором лепят орнамент (обычно акантовые листы).
Для вытягивания из гипса лицевой поверхности кронштейна изготовляют два шаблона: один прямой 12 (рис. 77, д) для обработки части поверхности, соответствующей большому завитку и переходному профилю, другой 14 для обработки валика малого завитка. Готовую лицевую поверхность кронштейна покрывают лаком и приступают к лепке из глины лицевого листа и бокового орнамента (рис. 77, е). Глину 20 для орнамента накладывают от руки, а валик малого завитка 17 обрабатывают специальным деревянным шаблоном 19. Вылепленные из глины орнаменты кронштейна формуют, отливают из гипса и монтируют на кронштейне, укрепляя гипсовым раствором. Карнизик 21 с порезкой выполняют, как прямую тягу, из трех кусков, которые крепят к кронштейну гипсовым раствором.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://sculpture.artyx.ru/ 'Скульптура'